L'industrie des plastiques :
Contrôle et prévention statique
Ce guide s'adresse aux responsables production, ingénieurs process et équipes qualité qui gèrent des lignes de film, d'extrusion, de découpe et d'emballage. Découvrez comment maîtriser l'électricité statique pour améliorer sécurité, qualité et productivité.
6 applications plastiques maîtrisées
De l'extrusion au conditionnement final, le contrôle statique intervient à chaque étape critique de votre production plastique.
Charge électrostatique pour maintenir une étiquette plastique dans la cavité du moule avant injection.
Prévenir les chocs, l'effet télescopique et l'attraction de poussières sur les lignes de film.
Découpe de rouleaux jumbo à grande vitesse — neutralisation des charges générées par friction.
Élimination ET génération contrôlée de charge — empilage, compaction, détection de perforations.
Charge contrôlée sur le film au contact du rouleau de refroidissement — stabilité dimensionnelle.
Ionisation immédiatement après la zone de découpe — empilage correct sans blocage.
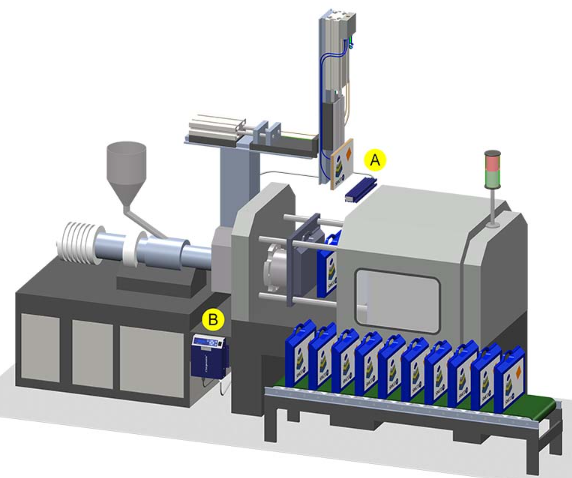
IML — In-Mould Labeling
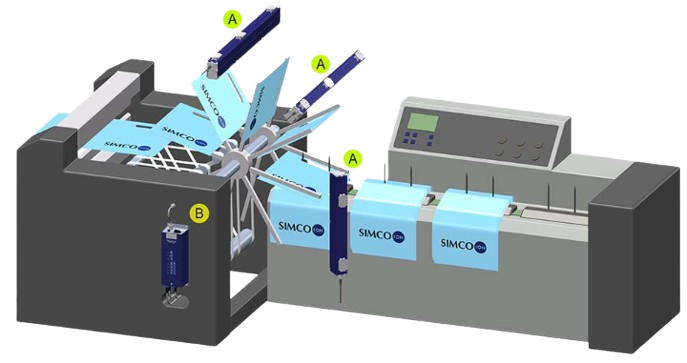
L'In-Mould Labeling utilise la charge électrostatique pour positionner et maintenir une étiquette plastique pré-imprimée dans la cavité du moule avant l'injection. Cette méthode remplace parfois la décoration par impression directe et permet d'obtenir un produit fini décoré dès la sortie du moule.
Le robot prélève une étiquette, la transporte à grande vitesse et la place dans la cavité du moule où elle adhère par attraction électrostatique à la paroi métallique (potentiel de terre). L'étiquette reste en position pendant l'injection, garantissant précision du placement et temps de cycle optimal.

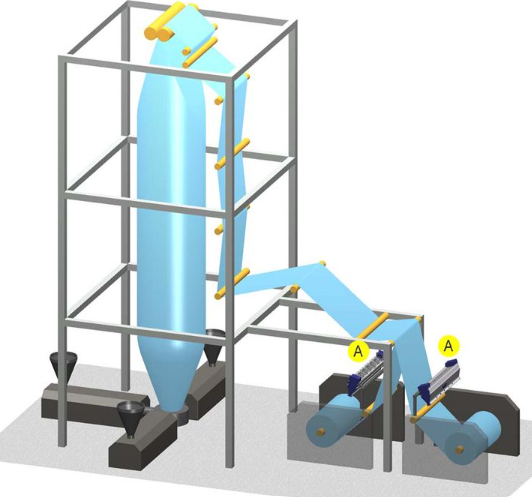
Extrusion de film soufflé
L'extrusion de film soufflé est une application clef pour la production de films d'emballage multicouches (industries alimentaire et médicale). Pendant le refroidissement de la bulle et le passage sur plusieurs rouleaux, de l'électricité statique se crée et se manifeste par des décharges ou des étincelles.
Un traitement corona augmente souvent le niveau de charge à la surface du film — il est recommandé d'ajouter une section d'élimination statique avec mesure en ligne (Closed Loop Feedback) pour stabiliser la charge avant l'enroulement.
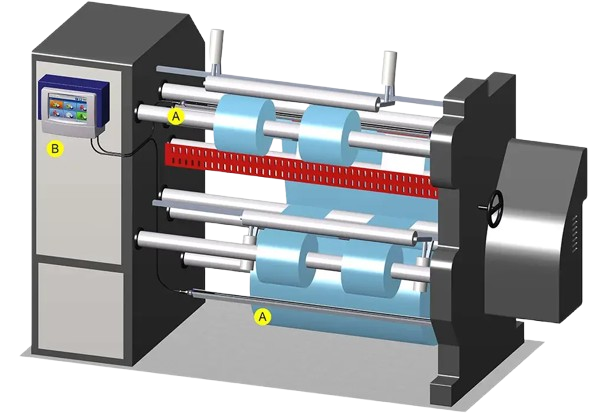
Refendage et rembobinage
Le refendage/rembobinage consiste à découper des rouleaux jumbo en largeurs plus étroites à très grande vitesse — papier, film plastique, emballages flexibles et textiles. En raison des vitesses élevées et du grand nombre de rouleaux en contact, l'électricité statique se génère facilement par friction.
Problèmes courants : blocages, attraction de poussières de coupe, chocs pour le personnel et effet télescopique des rouleaux refendus.

Fabrication de sacs
Les machines de fabrication de sacs traitent un rouleau de film plastique à travers des opérations successives : scellage thermique, coupe, refendage et empilage. La friction entre rouleaux et film génère de l'électricité statique qui se concentre en surface — mauvais empilage, blocages, chocs pour le personnel.
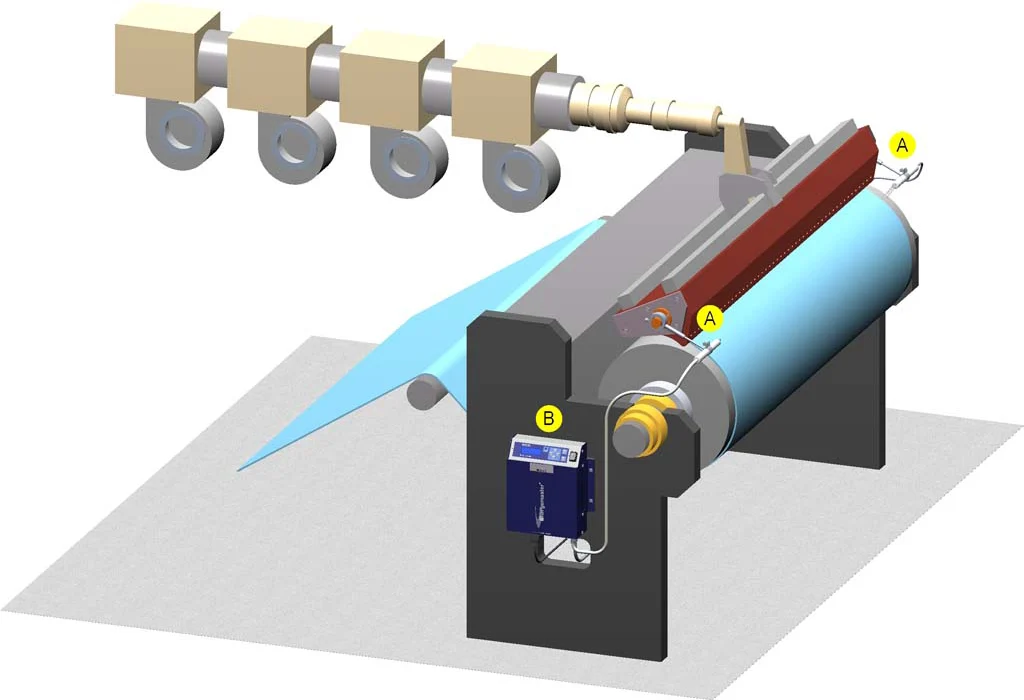
Pinning — Film extrudé
Un applicateur de charge placé sur chaque bord du film, au niveau du rouleau de refroidissement, applique une charge contrôlée au film extrudé au contact du rouleau. Cette charge limite le rétrécissement et améliore la stabilité dimensionnelle du film.
Pour de meilleurs résultats, positionnez l'applicateur perpendiculairement au bord du film à une distance adaptée — contrôlez la température du rouleau et surveillez régulièrement la charge en surface.
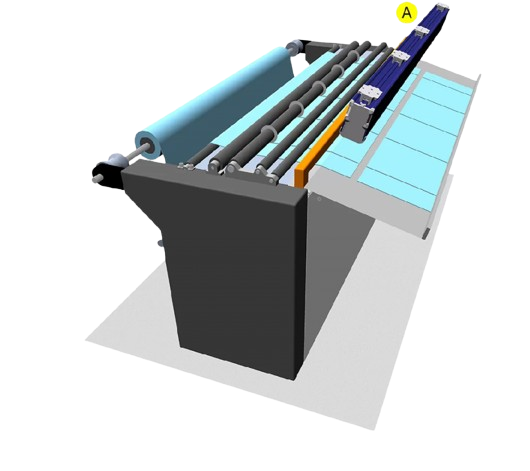
Découpe de feuilles
Installez une barre d'ionisation au-dessus et immédiatement après la zone de découpe pour diriger l'ionisation sur les feuilles : la charge est neutralisée pendant la coupe et les feuilles peuvent être empilées correctement sans blocage.
Cette solution est adaptée aux films et plastiques destinés à l'emballage. La barre doit être placée perpendiculairement à la largeur du film, à une distance recommandée selon le matériau.
Un expert pour votre ligne plastique
Nos experts ISP Static Control analysent votre process de plasturgie et vous recommandent la solution de contrôle statique la plus adaptée à chaque étape de votre production.